تلعب العبوات الفقاعية دورًا حاسمًا في حماية الأدوية من العوامل البيئية مثل الرطوبة والضوء والهواء، مما يضمن سلامتها وقوتها وفعاليتها. تُستخدم طريقة التغليف هذه على نطاق واسع للأقراص والكبسولات والتحاميل نظرًا لقدرتها على توفير حماية موثوقة وسهولة الاستخدام ومدة صلاحية أطول. سواء كنت جديدًا في الصناعة أو تتطلع إلى تحسين معرفتك بالتغليف، فإن فهم هذه المكونات الأساسية أمر حيوي للحفاظ على سلامة المنتجات الصيدلانية وسلامتها.
مواد التغليف البثورية
تشتمل المواد المستخدمة في تغليف نفطة آلات تغليف نفطة الأدوية بشكل أساسي على صفائح بلاستيكية ومواد أساسية ومواد طلاء محكمة الغلق وأحبار طباعة أساسية.
(1) مواد الصفائح البلاستيكية
تشتمل الصفائح البلاستيكية الصلبة المستخدمة بشكل شائع في تغليف البثور لآلات تغليف البثور الدوائية بشكل أساسي على كلوريد البولي فينيل وكلوريد البولي فينيلدين وبعض المواد المركبة. حاليًا، الأكثر استخدامًا هو صفائح كلوريد البولي فينيل الصلبة.
تتمتع صفائح كلوريد البولي فينيل الصلبة بشفافية ولمعان جيدين. تتطلب صفائح كلوريد البولي فينيل المستخدمة في تغليف الأدوية متطلبات عالية فيما يتعلق بنظافة الراتينج ويجب استخدام راتنجات كلوريد البولي فينيل غير السامة ومعدلات غير سامة ومثبتات حرارية غير سامة.
يتميز كلوريد البولي فينيلدين بكثافة جزيئية عالية وبنية منتظمة وبلورية عالية وختم غاز قوي للغاية ومقاومة ممتازة للرطوبة ومقاومة جيدة للزيت ومقاومة للأدوية ومقاومة للمذيبات وخصائص حاجز ممتازة للأكسجين وبخار الماء وثاني أكسيد الكربون في الهواء. بالمقارنة مع مواد بنفس السماكة، فإن خاصية حاجز كلوريد البولي فينيلدين للأكسجين هي 1500 مرة من البولي إيثيلين و100 مرة من البولي بروبيلين و100 مرة من البوليستر. إنه أفضل من البولي إيثيلين من حيث مقاومة بخار الماء والأكسجين. علاوة على ذلك، فإن أداء الختم وقوة التأثير وقوة الشد والمتانة لمواد كلوريد البولي فينيلدين يمكن أن تلبي المتطلبات الخاصة للتغليف بالبثور مثل الأدوية. لذلك، يعد كلوريد البولي فينيلدين أحد اتجاهات تطوير مواد التغليف بالبثور في المستقبل. تشتمل الصفائح البلاستيكية المركبة لتعبئة الأدوية على PVC/PVDC/PE، PVDC/OPP/PE، PVC/PE، إلخ. بالنسبة للأدوية التي تتطلب خصائص حاجزة وحماية من الضوء، يمكن استخدام المواد المركبة من الصفائح البلاستيكية ورقائق الألومنيوم، مثل المواد المركبة PET/رقائق الألومنيوم/PP، PET/رقائق الألومنيوم/PE.

(2) مادة الركيزة
غالبًا ما تستخدم الركيزة المستخدمة في تغليف أقراص وكبسولات الفقاعات رقائق الألومنيوم المطلية. تتكون رقائق الألومنيوم من الألومنيوم الكهربائي النقي 99% ويتم تصنيعها عن طريق التقويم. تتميز رقائق الألومنيوم ببنية بلورية معدنية عالية الكثافة، وهي غير سامة وعديمة الرائحة، ولها خصائص ممتازة في حجب الضوء، ومقاومة عالية للغاية للرطوبة، وخصائص حاجز الغاز وخصائص الاحتفاظ بالطعم، ويمكنها حماية العناصر المعبأة بشكل أكثر فعالية. تُستخدم على نطاق واسع في تغليف الأدوية بالفقاعات. يجب أن يكون سطح الركيزة أنيقًا ولامعًا، مع قابلية جيدة للطباعة، ويمكن طلائه بقوة بطبقة مانعة للتسرب بالحرارة لضمان دمج الركيزة والفقاعة بإحكام بعد ذوبان طبقة المانعة للتسرب بالحرارة.
(3) مواد طلاء الختم الحراري
يجب أن يكون طلاء الختم الحراري متوافقًا مع الركيزة والبثور، ويجب أن تكون درجة حرارة الختم الحراري منخفضة نسبيًا بحيث يمكن غلقها بالحرارة بسرعة دون إتلاف فيلم البثور. في الوقت الحاضر، تنقسم مواد طلاء الختم الحراري المستخدمة في تغليف البثور الصيدلانية بشكل أساسي إلى مواد لاصقة أحادية المكون ومواد لاصقة ثنائية المكون. تتكون المواد اللاصقة أحادية المكون بشكل أساسي من المطاط الطبيعي أو المطاط الصناعي والقطن النتراتي وإسترات الأكريليك. إنها غير جافة وقابلة للذوبان في الحرارة ولها قوة ربط معينة. المواد اللاصقة ثنائية المكون هي في الأساس مواد لاصقة من البولي يوريثين، والتي تتمتع بمقاومة جيدة لدرجات الحرارة العالية والمنخفضة، ومقاومة للتآكل المتوسط، والالتصاق العالي، وما إلى ذلك، ويمكنها ربط مواد متعددة في نفس الوقت. لقد تم استخدامه على نطاق واسع في المواد اللاصقة لطلاء رقائق الألومنيوم الأساسية وفي عملية التركيب للأفلام البلاستيكية المختلفة. تشتمل مواد طلاء الختم الحراري الأخرى المستخدمة بشكل شائع على راتنجات الفينيل المقاومة للمذيبات وراتنجات الأكريليك المقاومة للماء، وكلاهما يتمتع بلمعان جيد وشفافية وخصائص ختم حراري.
(4) حبر الطباعة على الركيزة
بالنظر إلى عملية طباعة ركيزة رقائق الألومنيوم للتغليف الصيدلاني والمتطلبات الخاصة للتغليف الصيدلاني، يجب أن يكون لحبر الطباعة التصاق جيد برقائق الألومنيوم، ويجب أن يكون النص والنمط المطبوع ثابتين وواضحين، ويجب أن يكون إطلاق المذيب جيدًا، ويجب أن تكون مقاومة الحرارة جيدة، ويجب أن تكون مقاومة الاحتكاك ممتازة، ويجب أن يكون اللمعان جيدًا، ويجب أن تكون الصبغة غير سامة، ويجب ألا تلوث الأدوية المعبأة. يجب أن تلبي اللزوجة العملية متطلبات عملية طباعة رقائق الألومنيوم.
في الوقت الحاضر، يتم تقسيم الحبر المستخدم في طباعة ركيزة رقائق الألومنيوم بشكل أساسي إلى فئتين: الفئة الأولى هي حبر البولي أميد القابل للذوبان في الكحول. نظرًا لأن راتنج البولي أميد يتمتع بقدرة التصاق جيدة بمواد مختلفة، فهو مناسب بشكل خاص لطباعة أفلام البولي أوليفين، بالإضافة إلى قابلية التشتت الجيدة، واللمعان والنعومة الجيدة، ومقاومة التآكل الجيدة، وخصائص إطلاق المذيبات والطباعة الجيدة، لذلك غالبًا ما يستخدم لإعداد أفلام بلاستيكية خاصة. أحبار الطباعة بالحفر السطحية LDPE وCPP وOPP وغيرها بعد المعالجة. يتميز هذا النوع من الحبر بخصائص اللمعان الجيد، والتطبيق الواسع، ومقاومة الالتصاق، والتجفيف السهل، وما إلى ذلك، ويستخدم أيضًا لطباعة ركيزة رقائق الألومنيوم للتغليف الصيدلاني. النوع الثاني من الحبر هو حبر رقائق الألومنيوم الخاص مع راتينج كوبوليمر أسيتات الفينيل كلوريد الفينيل وراتينج الأكريلات كمكون رئيسي. يتميز باللون الزاهي والتركيز العالي والالتصاق القوي برقائق الألومنيوم والشفافية الجيدة وقابلية إعادة إنتاج ممتازة لللمعان المعدني لرقائق الألومنيوم، ومن خلال تعديل تركيبة المذيب المختلط لتلبية احتياجات طباعة سطح رقائق الألومنيوم، سيتم استخدامه بشكل أكبر في طباعة رقائق الألومنيوم الأساسية.
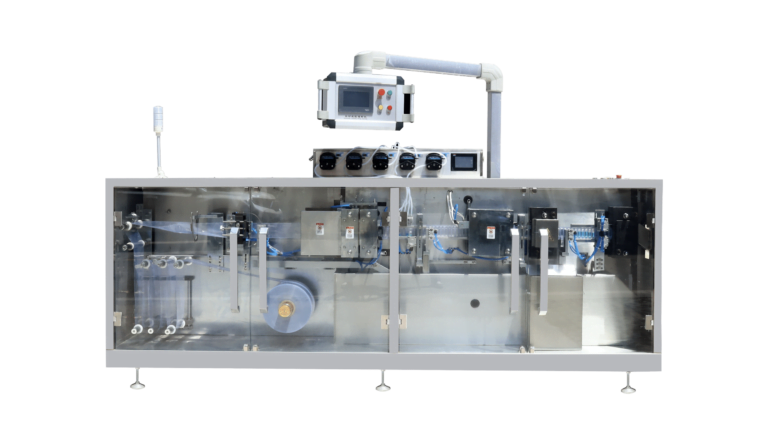
نوع من معدات التغليف بالبثور
آلات التغليف بالبثور تنقسم إلى نوعين وفقًا لدرجة الأتمتة: آلات التعبئة والتغليف شبه الأوتوماتيكية وآلات التعبئة والتغليف الأوتوماتيكية وخطوط الإنتاج الأوتوماتيكية بالكامل. تستخدم تغليف الأدوية (الأقراص والكبسولات والتحاميل وما إلى ذلك) بشكل أساسي خطوط إنتاج التعبئة والتغليف الأوتوماتيكية، والمعروفة أيضًا باسم خطوط التعبئة والتغليف الأوتوماتيكية PTP (Press Through Pack). هناك نوعان: أفقي ورأسي. بشكل عام، يتم اعتماد هيكل متعدد الأعمدة، مع إنتاجية عالية وجودة تعبئة جيدة. وهي مجهزة بجهاز كشف وآلية رفض النفايات، والتي يمكنها ربط عمليات الطباعة وتوزيع التعليمات والتعبئة بخط الإنتاج. إنه خط إنتاج تعبئة وتغليف أوتوماتيكي نموذجي مع وظائف تعبئة وتغليف كاملة.
تركيب معدات التغليف بالبثور
آلات تعبئة وتغليف الأدوية هي في الأساس نفس معدات تعبئة وتغليف المنتجات الأخرى، وتتكون بشكل أساسي من الأجزاء التالية:
① جزء التسخينيتم استخدام جهاز التسخين لتسخين الورقة البلاستيكية لتليينها لتسهيل عملية التشكيل.
وفقًا لطرق الاتصال المختلفة بين السخان والصفائح الرقيقة، هناك طريقتان للتسخين: التسخين المباشر والتسخين غير المباشر. التسخين المباشر هو جعل الصفيحة الرقيقة تلامس السخان، وسرعة التسخين سريعة ولكنها غير متساوية، وهي مناسبة لتسخين المواد الرقيقة؛ التسخين غير المباشر هو استخدام الحرارة المشعة لتسخين بالقرب من الصفيحة الرقيقة، وهي شاملة وموحدة، ولكن السرعة بطيئة، وهي مناسبة لكل من المواد السميكة والرقيقة.
وفقًا لمصادر الحرارة المختلفة للسخان، فإن طرق التسخين هي تسخين تدفق الهواء الساخن وتسخين الإشعاع الحراري. يستخدم تسخين تدفق الهواء الساخن تدفق الهواء الساخن عالي الحرارة لرش سطح الصفيحة الرقيقة البلاستيكية المسخنة مباشرة. تتميز هذه الطريقة بكفاءة تسخين منخفضة وليست موحدة بدرجة كافية؛ يستخدم تسخين الإشعاع الحراري إشعاع الضوء ودرجة الحرارة العالية الناتجة عن سخان الأشعة تحت الحمراء البعيدة لتسخين الصفيحة الرقيقة من مادة الانحناء، والتي تتميز بكفاءة تسخين عالية وتوحيد.
② جزء القالب. يمكن تقسيم جزء القالب إلى طريقتين: قالب الأسنان والقولبة الفراغية. القولبة بالضغط هي استخدام الهواء المضغوط لنفخ الورقة الرقيقة المخففة إلى القالب بحيث تكون قريبة من الجدار الداخلي للقالب لتشكيل نفطة. يعتمد القالب على شكل لوحة مسطحة، والتي يتم نقلها بشكل متقطع أو نقلها بشكل مستمر. تتمتع بجودة صب جيدة ومناسبة لكل من البثور العميقة والضحلة. القولبة الفراغية هي امتصاص الورقة الرقيقة المخففة إلى الجدار الداخلي للقالب لتشكيل نفطة عن طريق الفراغ. يعتمد القالب في الغالب على شكل أسطوانة للنقل المستمر. نظرًا لأن قوة الشفط الناتجة عن الفراغ محدودة، والزاوية التي تترك بها البثرة الأسطوانة بعد التشكيل محدودة، فهي مناسبة فقط للبثور الضحلة والمواد الرقيقة.
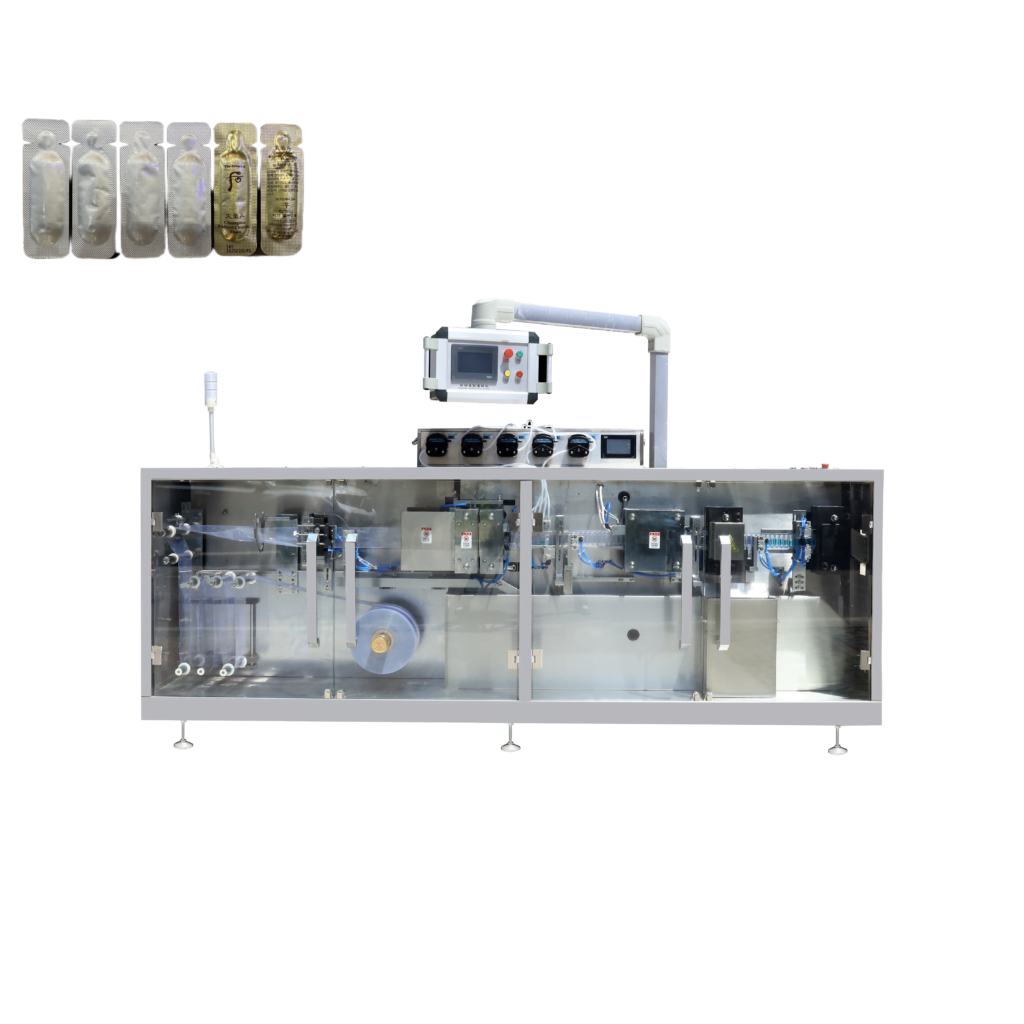
③ جهاز التعبئة. يتم تعبئة الدواء بشكل كمي في البثرة المشكلة، ويتم في الغالب استخدام جهاز تعبئة أوتوماتيكي كمي متعدد الصفوف.
④ جهاز الختم الحراري. يتم غلق مادة الركيزة المصنوعة من رقائق الألومنيوم المستخدمة في التغطية على الفقاعة. هناك نوعان: اللوحة المسطحة والأسطوانة. يستخدم نوع اللوحة المسطحة للنقل المتقطع؛ ويستخدم نوع الأسطوانة للنقل المستمر.
عملية إنتاج التغليف البثوري
العملية الأساسية للتغليف البثوري هي: تسخين الورقة البلاستيكية وتشكيل الفيلم، ولأن دفعة الإنتاج من التغليف البثوري للأدوية بواسطة آلة التغليف البثوري كبيرة، والأصناف ثابتة نسبيًا، وتتطلب السلامة والنظافة، فمن المستحسن استخدام خط تغليف آلة التغليف البثوري الأوتوماتيكي للإنتاج. أثناء التشغيل الآلي، بالإضافة إلى إكمال عملية التغليف، يمكن أيضًا توصيل الطباعة وتركيب التعليمات والتعبئة وغيرها من العمليات بخط التغليف لتشكيل خط إنتاج تغليف بثوري آلي بالكامل. تكون عملية الإنتاج كما يلي:
تعبئة المنتجات، تغطية الأسطح، الختم الحراري، التشذيب والتهذيب.
(أ) يتم فك لفافة الفيلم البلاستيكي ونقلها إلى الأمام؛
(ب) يتم تسخين الفيلم وتليينه، ثم يتم تشكيله على شكل بثور بواسطة القولبة بالضغط (باستخدام الهواء المضغوط) أو القولبة بالشفط (باستخدام الفراغ) في القالب؛
(ج) يتم تعبئة المنتج بواسطة آلية التغذية الأوتوماتيكية؛
(د) يتم الكشف عن جودة تشكيل البثور وملؤها. في خط الإنتاج الأوتوماتيكي، غالبًا ما يتم استخدام أجهزة الكشف الكهروضوئية. عند العثور على منتجات غير مؤهلة، يتم إرسال الإشارة المعيبة إلى جهاز الذاكرة. بعد اكتمال عملية التثقيب، تتم إزالة المنتجات المعيبة تلقائيًا؛
(هـ) يتم تغطية مادة ركيزة اللفة على الفقاعة المملوءة؛
(و) يتم غلق البثور والركيزة معًا باستخدام لوح أو بكرة مانعة للتسرب بالحرارة؛
(ز) يتم طباعة رقم الدفعة والتاريخ على الجزء الخلفي من الركيزة؛
(ح) الثقب في وحدات التعبئة الفردية. بعد اكتمال عملية الثقب، يقوم جهاز رفض المنتجات المعيبة بإزالة المنتجات المعيبة وفقًا للإشارة المخزنة في جهاز الذاكرة.
(ج) يتم تثبيت التعليمات والصناديق لتصبح حزم مبيعات.
خاتمة
إن عملية تغليف الأدوية بالفقاعات هي عملية حيوية تضمن سلامة الأدوية وحمايتها وسلامتها. من خلال استخدام مواد عالية الجودة مثل كلوريد البولي فينيل وكلوريد البولي فينيلدين ورقائق الألومنيوم، إلى جانب المعدات الآلية الفعّالة، فإن عملية تغليف الفقاعات لا تلبي معايير النظافة والسلامة الصارمة فحسب، بل توفر أيضًا حماية حاجزة معززة ضد الرطوبة والضوء والهواء. تضمن عملية الإنتاج، من التسخين وتشكيل الألواح البلاستيكية إلى التعبئة والختم الحراري، حل تغليف موثوق وآمن للمنتجات الصيدلانية. مع استمرار تطور الصناعة، فإن تطوير المواد المتقدمة وتقنيات التغليف من شأنه أن يحسن بشكل أكبر من كفاءة واستدامة تغليف الفقاعات، مما يجعله خيارًا لا غنى عنه في قطاع الأدوية.