Блистерная упаковка играет важную роль в защите лекарств от воздействия окружающей среды, таких как влага, свет и воздух, обеспечивая их безопасность, силу и эффективность. Этот метод упаковки широко используется для таблеток, капсул и суппозиториев благодаря своей способности обеспечивать надежную защиту, простоту использования и длительный срок хранения. Независимо от того, являетесь ли вы новичком в отрасли или хотите усовершенствовать свои знания в области упаковки, понимание этих важных компонентов имеет решающее значение для сохранения целостности и безопасности фармацевтической продукции.
Блистерные упаковочные материалы
Материалы, используемые для блистерной упаковки фармацевтических блистерных упаковочных машин, в основном включают пластиковые листы, материалы подложек, материалы для термосваривания покрытий и чернила для печати подложек.
(1) Пластиковые листовые материалы
Жесткие пластиковые листы, обычно используемые для блистерной упаковки фармацевтических блистерных упаковочных машин, в основном включают поливинилхлорид, поливинилиденхлорид и некоторые композитные материалы. В настоящее время наиболее широко используется жесткий лист поливинилхлорида.
Жесткие листы поливинилхлорида обладают хорошей прозрачностью и блеском. Листы поливинилхлорида, используемые для фармацевтической упаковки, предъявляют высокие требования к гигиене смолы и должны использовать нетоксичные поливинилхлоридные смолы, нетоксичные модификаторы и нетоксичные термостабилизаторы.
Поливинилиденхлорид имеет высокую молекулярную плотность, регулярную структуру, высокую кристалличность, чрезвычайно сильную газонепроницаемость, отличную влагостойкость, хорошую маслостойкость, устойчивость к лекарственным препаратам и растворителям, а также отличные барьерные свойства по отношению к кислороду, водяному пару и углекислому газу в воздухе. По сравнению с материалами той же толщины барьерные свойства поливинилиденхлорида по отношению к кислороду в 1500 раз больше, чем у полиэтилена, в 100 раз больше, чем у полипропилена и в 100 раз больше, чем у полиэстера. Он лучше полиэтилена с точки зрения стойкости к водяному пару и кислороду. Более того, уплотнительные свойства, ударная вязкость, прочность на разрыв и долговечность материалов из поливинилиденхлорида могут соответствовать особым требованиям блистерной упаковки, такой как лекарственные средства. Поэтому поливинилиденхлорид является одним из направлений развития блистерных упаковочных материалов в будущем. Композитные пластиковые листы для блистерной упаковки лекарств включают ПВХ/ПВДХ/ПЭ, ПВДХ/ОПП/ПЭ, ПВХ/ПЭ и т. д. Для лекарств, которым требуются барьерные свойства и защита от света, могут использоваться материалы, скомпонованные из пластиковых листов и алюминиевой фольги, такие как композитные материалы ПЭТ/алюминиевая фольга/ПП, ПЭТ/алюминиевая фольга/ПЭ.

(2) Материал подложки
В качестве подложки для блистерной упаковки таблеток и капсул часто используется покрытая алюминиевая фольга. Алюминиевая фольга изготавливается из чистого электролитического алюминия 99% и изготавливается методом каландрирования. Алюминиевая фольга имеет высокоплотную металлическую кристаллическую структуру, нетоксична и не имеет запаха, обладает превосходными светозащитными свойствами, имеет чрезвычайно высокую влагостойкость, газобарьерные свойства и свойства сохранения вкуса, и может наиболее эффективно защищать упакованные предметы. Она широко используется в блистерной упаковке лекарств. Поверхность подложки должна быть аккуратной и глянцевой, с хорошей пригодностью для печати и может быть прочно покрыта термосвариваемым покрытием, чтобы гарантировать, что после расплавления термосвариваемого покрытия подложка и блистер могут быть плотно соединены друг с другом.
(3) Материалы для термосваривания покрытий
Термосвариваемое покрытие должно быть совместимо с подложкой и блистером, а температура термосваривания должна быть относительно низкой, чтобы его можно было быстро заварить, не повреждая пленку блистера. В настоящее время материалы термосвариваемого покрытия, используемые в фармацевтической блистерной упаковке, в основном делятся на однокомпонентные и двухкомпонентные клеи. Однокомпонентные клеи в основном состоят из натурального или синтетического каучука, нитратного хлопка и акриловых эфиров. Они не высыхают и растворяются в горячем состоянии и обладают определенной прочностью сцепления. Двухкомпонентные клеи в основном представляют собой полиуретановые клеи, которые обладают хорошей устойчивостью к высоким и низким температурам, устойчивостью к средней эрозии, высокой адгезией и т. д. и могут одновременно склеивать несколько материалов. Он широко используется в клеях для покрытия подложки алюминиевой фольгой и в композитном процессе различных пластиковых пленок. Другие часто используемые материалы термосвариваемого покрытия включают устойчивые к растворителям виниловые смолы и водостойкие акриловые смолы, оба из которых обладают хорошим блеском, прозрачностью и термосвариваемыми свойствами.
(4) Чернила для печати на субстрате
Учитывая процесс печати на алюминиевой фольге для фармацевтической блистерной упаковки и особые требования к фармацевтической упаковке, ее печатная краска должна иметь хорошую адгезию к алюминиевой фольге, напечатанный текст и рисунок должны быть прочными и четкими, выделение растворителя должно быть хорошим, термостойкость должна быть хорошей, сопротивление трению должно быть отличным, глянец должен быть хорошим, пигмент должен быть нетоксичным и не должен загрязнять упакованные лекарства. Практическая вязкость должна соответствовать технологическим требованиям печати на алюминиевой фольге.
В настоящее время чернила, используемые для печати на алюминиевой фольге, в основном делятся на две категории: первая категория — Спирторастворимые полиамидные чернила. Так как полиамидная смола имеет хорошую адгезию к различным веществам, она особенно подходит для печати на полиолефиновых пленках, а также обладает хорошей диспергируемостью, хорошим блеском и мягкостью, хорошей износостойкостью, хорошими свойствами высвобождения растворителя и печати, поэтому ее часто используют для приготовления специальных пластиковых пленок. LDPE, CPP, OPP и другие чернила для глубокой печати на поверхности после обработки. Этот вид чернил обладает характеристиками хорошего глянца, широкого применения, антиадгезионных свойств, легкого высыхания и т. д., а также используется для печати на алюминиевой фольге для фармацевтической блистерной упаковки. Второй тип чернил специальная алюминиевая фольга с винилхлоридной винилацетатной сополимерной смолой и акрилатной смолой в качестве основного компонента. Он характеризуется ярким цветом, высокой концентрацией, прочной адгезией к алюминиевой фольге, хорошей прозрачностью, превосходной воспроизводимостью металлического блеска алюминиевой фольги, и путем регулирования состава его смешанного растворителя для удовлетворения потребностей поверхностной печати на алюминиевой фольге, он будет больше использоваться в печати на подложке из алюминиевой фольги.
Тип блистерного упаковочного оборудования
Блистерные упаковочные машины делятся на два типа в зависимости от степени автоматизации: полуавтоматические упаковочные машины, автоматические упаковочные машины и полностью автоматические производственные линии. Упаковка лекарств (таблеток, капсул и суппозиториев и т. д.) в основном использует автоматические линии производства упаковки, также известные как автоматические упаковочные линии PTP (Press Through Pack). Существует два типа: горизонтальные и вертикальные. Как правило, используется многоколонная структура с высокой производительностью и хорошим качеством упаковки. Она оснащена устройством обнаружения и механизмом отбраковки отходов, которые могут соединить процессы печати, распространения инструкций и упаковки в производственные линии. Это типичная автоматическая линия производства упаковки с полными функциями упаковки.
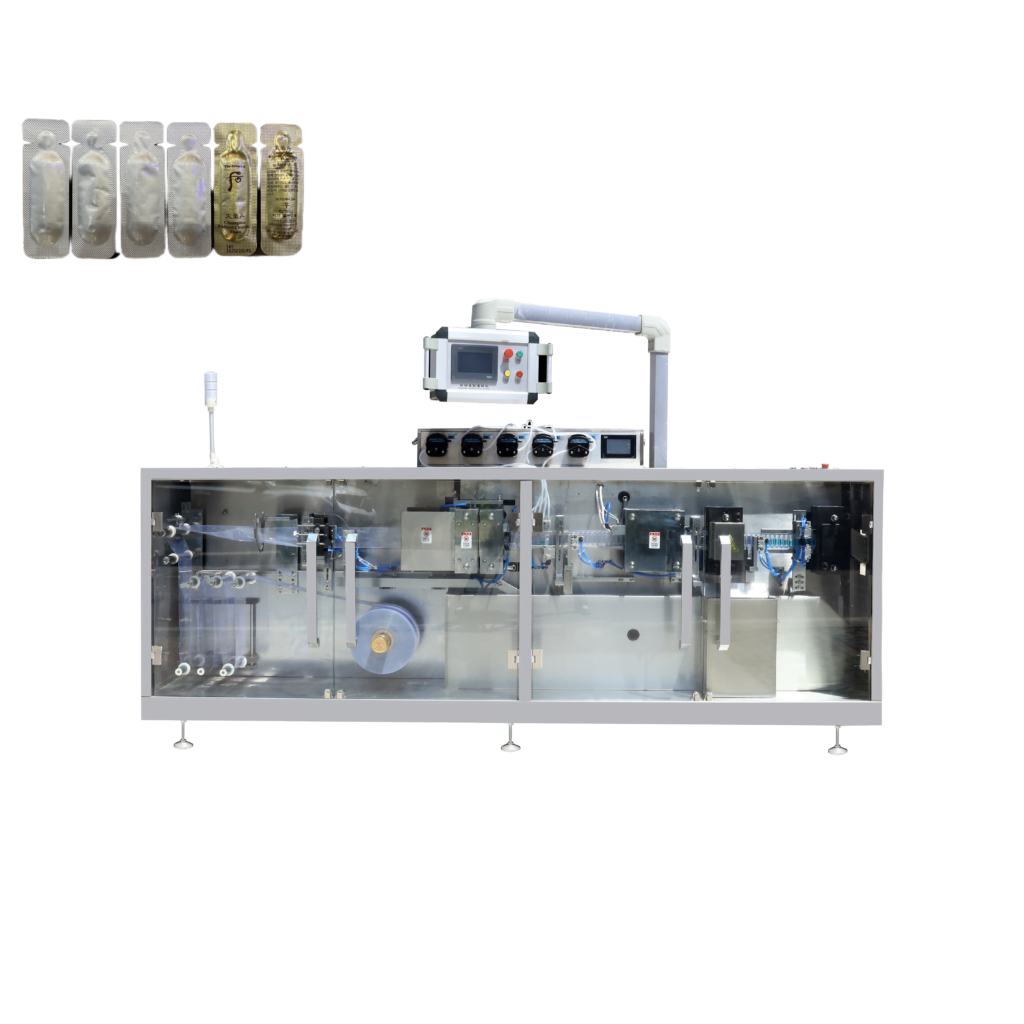
Состав оборудования для блистерной упаковки
Машины для блистерной упаковки фармацевтической продукции в основном такие же, как и оборудование для блистерной упаковки других продуктов, и в основном состоят из следующих частей:
① Нагревательная часть. Нагревательное устройство используется для нагрева пластикового листа с целью его размягчения для облегчения формования.
В зависимости от различных методов контакта между нагревателем и тонким листом, существует два метода нагрева: прямой нагрев и косвенный нагрев. Прямой нагрев заключается в том, чтобы тонкий лист контактировал с нагревателем, и скорость нагрева высокая, но неравномерная, что подходит для нагрева более тонких материалов; косвенный нагрев заключается в использовании лучистого тепла для нагрева вблизи тонкого листа, что является тщательным и равномерным, но скорость низкая, и подходит как для толстых, так и для тонких материалов.
В зависимости от различных источников тепла нагревателя, методы нагрева — это нагрев потоком горячего воздуха и нагрев тепловым излучением. Нагрев потоком горячего воздуха использует поток горячего воздуха высокой температуры для непосредственного распыления на поверхность нагретого тонкого пластикового листа. Этот метод имеет низкую эффективность нагрева и недостаточно равномерен; нагрев тепловым излучением использует световое излучение и высокую температуру, создаваемую дальним инфракрасным нагревателем, для нагрева тонкого листа изгибаемого материала, что обеспечивает высокую эффективность нагрева и однородность.
② Формовочная часть. Формовочная часть может быть разделена на два метода: стоматологическое формование и вакуумное формование. Компрессионное формование заключается в использовании сжатого воздуха для выдувания размягченного тонкого листа в форму так, чтобы он находился близко к внутренней стенке формы для образования блистера. Форма принимает форму плоской пластины, которая, как правило, прерывисто или непрерывно транспортируется. Она имеет хорошее качество формования и подходит как для глубоких, так и для неглубоких блистеров. Вакуумное формование заключается в впитывании размягченного тонкого листа внутренней стенкой формы для образования блистера путем вакуумирования. Форма в основном принимает форму ролика для непрерывной транспортировки. Поскольку сила всасывания, создаваемая вакуумом, ограничена, и угол, под которым блистер покидает ролик после формования, ограничен, она подходит только для неглубоких блистеров и более тонких материалов.
③ Заправочное устройство. Препарат количественно заполняют в сформированный блистер, при этом чаще всего используют многорядное количественное автоматическое устройство заполнения.
④ Устройство для термосваривания. Алюминиевая фольга, используемая для покрытия, запечатывается на блистере. Существует два типа: плоская пластина и ролик. Плоский тип пластины используется для прерывистой транспортировки; роликовый тип используется для непрерывной транспортировки.
Процесс производства блистерной упаковки
Основной процесс блистерной упаковки: нагревание пластикового листа, формирование пленки, и поскольку производственная партия блистерной упаковки лекарств на блистерной упаковочной машине большая, ассортимент относительно фиксирован, а безопасность и гигиена являются обязательными, целесообразно использовать автоматизированную упаковочную линию блистерной упаковочной машины для производства. Во время автоматизированной работы, в дополнение к завершению процесса упаковки, печать, установка инструкций, упаковка в коробки и другие процессы также могут быть подключены к упаковочной линии, чтобы сформировать полностью автоматизированную линию по производству блистерной упаковки. Производственный процесс выглядит следующим образом:
Наполнение изделий, покрытие подложек, термосваривание, обрезка и подрезка.
(а) Рулон пластиковой пленки разворачивается и транспортируется вперед;
(б) Пленка нагревается и размягчается, а затем формуется в блистеры методом компрессионного формования (с использованием сжатого воздуха) или всасывающего формования (с использованием вакуума) в форме;
(c) Продукт заполняется с помощью автоматического механизма подачи;
(d) Качество формования и заполнения блистера определяется. На автоматической производственной линии часто используются фотоэлектрические детекторы. При обнаружении некачественной продукции сигнал о дефекте отправляется на запоминающее устройство. После завершения процесса штамповки дефектная продукция автоматически удаляется;
(e) Рулонный материал-подложка накрывается на заполненный блистер;
(f) Блистер и подложка запечатываются вместе с помощью пластинчатого или роликового термосварочного аппарата;
(ж) Номер партии и дата напечатаны на обратной стороне подложки;
(h) Пробивка на отдельные упаковочные единицы. После завершения процесса пробивки устройство отбраковки дефектных изделий удаляет дефектные изделия в соответствии с сигналом, сохраненным в запоминающем устройстве.
(j) Инструкции и коробки устанавливаются так, чтобы стать упаковками для продажи.
Заключение
Фармацевтическая блистерная упаковка является жизненно важным процессом, обеспечивающим безопасность, защиту и целостность лекарственных средств. Благодаря использованию высококачественных материалов, таких как поливинилхлорид, поливинилиденхлорид и алюминиевая фольга, а также эффективного автоматизированного оборудования, процесс блистерной упаковки не только соответствует строгим стандартам гигиены и безопасности, но и обеспечивает улучшенную барьерную защиту от влаги, света и воздуха. Производственный процесс, от нагрева и формирования пластиковых листов до наполнения и термосварки, гарантирует надежное и безопасное упаковочное решение для фармацевтических продуктов. Поскольку отрасль продолжает развиваться, разработка передовых материалов и упаковочных технологий еще больше повысит эффективность и устойчивость блистерной упаковки, что сделает ее незаменимым выбором в фармацевтическом секторе.




